Sistem rem sepeda motor dirancang untuk mengontrol kecepatan/laju
(mengurangi/memperlambat kecepatan dan menghentikan laju) sepeda motor,
dengan tujuan meningkatkan keselamatan dan untuk memperoleh pengendaraan
yang aman. Prinsip kerja rem adalah dengan mengubah energi gerak/kinetik
menjadi energi panas dalam bentuk gesekan.
1) Rem Tromol Mekanis ( Mechanical Drum Brakes)
Rem tromol terbuat dari besi tuang dan digabung dengan hub saat rem digunakan sehingga panas gesekan akan timbul dan gaya gesek dari brake lining dikurangi. Drum brake mempunyai sepatu rem (dengan lining) yang berputar berlawanan dengan putaran drum (wheel hub) untuk mengerem roda dengan gesekan. Pada sistem ini terjadi gesekangesekan sepatu rem dengan tromol yang akan memberikan hasil energi panas sehingga bisa menghentikan putaran tromol tersebut. Rem jenis tromol disebut “internal expansion lining brake”.
Permukaan luar dari hub tersedia dengan sirip-sirip pendingin yang terbuat dari aluminium–alloy (paduan aluminium) yang memiliki daya penyalur panas yang sangat baik. Bagian dalam tromol akan tetap terjaga bebas dari air dan debu kerena tromol mempunyai alur untuk menahan air dan debu yang masuk dengan cara mengalirkannya lewat alur dan keluar dari lubang aliran.
Kelebihan Rem Tipe Single Leading Shoe:

Kelebihan Rem Tipe Double Leading Shoe: 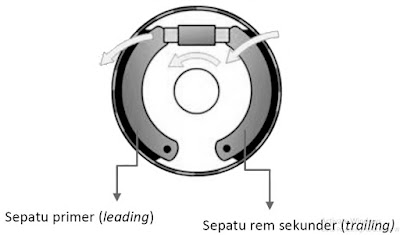
Pembagian tipe rem pada sepeda
motor menurut konstruksinya :
1) Rem tromol ( drum brake), dan
2) Rem cakram
( disc brake).
Pada rem tromol, kekuatan tenaga pengereman diperoleh dari sepatu rem yang
diam menekan permukaan tromol yang berputar besama dengan roda. Rem
tromol mempunyai keuntungan dibandingkan dengan tipe rem cakram, yaitu
adanya self energizing effect yang memperkuat daya pengereman, hanya saja
konstruksinya agak rumit dan tertutup sehingga radiasi panas ke udara luar dan
water recovery kurang baik.
Water recovery merupakan kemampuan bidang gesek (sepatu rem/pad) untuk
mengembalikan koefisien gesek pada kondisi semula, pada saat sistem rem
terkena air yang mengakibatkan koefisien gesek sepatu rem/ pad menjadi
berkurang karena terlumasi oleh air. Pada saat sistem rem terkena air, tipe rem
cakram memiliki kemampuan.
 |
Water recovery yang lebih baik dibandingkan dengan sistem rem tromol, hal ini disebabkan karena air akan terlempar keluar dari permukaan cakram dan pad karena adanya gaya sentrifugal. Pada rem tromol tetap akan menyisakan air di antara sepatu rem dan tromol sehingga koefisien gesek rem menjadi rendah. |
Konstruksi rem tromol umumnya terdiri dari komponen-komponen seperti: sepatu rem (brake shoe), tromol (drum), pegas pengembali (return springs), tuas penggerak (lever), dudukan rem tromol (backplate), dan cam/nok penggerak. Cara pengoperasian rem tromol pada umumnya secara mekanik yang terdiri dari; pedal rem (brake pedal) dan batang (rod) penggerak.
 |
Komponen rem tromol:
1. Brake shoes 2. Return spring 3. Backing plate 4. Operating cam 5. Washer 6. Seal 7. Operating lever 8. Pinch bolt |
Berdasarkan cara pengoperasian sepatu rem, sistem rem tipe tromol pada sepeda motor diklasifikaskan menjadi dua, yaitu:
a) Single Leading Shoe
Type
Tipe ini digunakan pada semua jenis sepeda motor kecil (di bawah 250 cc). Pada sistem rem tromol single leading shoe type, digunakan dua sepatu rem. Sepatu rem yang terbawa oleh putaran tromol dan cenderung melengket disebut sebagai leading shoe, sedangkan sepatu rem yang terdorong ke dalam oleh putaran tromol disebut trailing shoe. Leading shoe menghasilkan daya pengeremen yang lebih besar dibandingkan dengan trailing shoe sebagai akibat adanya self energizing effect yang diperoleh karena leading shoe terbawa oleh putaran tromol. Hal ini akan menyebabkan keausan pada leading shoe lebih besar dibanding keausan pada trailing shoe.
 |
Kondisi belum bekerja: Ketika pedal rem belum di injak, tuas rem tidak bergerak memutar brake cam maka tidak ada gaya putar pada brake cam (bubungan rem) sehingga sepatu rem tidak bergerak (mengembang), tidak ada gesekan antara tromol dan kanvas rem (brake lining) sehinggat tidak terjadi pengereman. |
 |
Kondisi bekerja :
Ketika pedal rem di injak, tuas rem bergerak memutar brake cam maka ada gaya putar pada brake cam (bubungan rem) sehingga sepatu rem bergerak (mengembang), terdapat gesekan antara tromol dan kanvas rem (brake lining) sehinggat terjadi pengereman |
- Konstruksi sederhana
- Jumlah komponan sedikit (Wheel Cylinder dan return spring: 1 buah.)
Kekurangan Rem Tipe Single Leading Shoe:
- Keausan kampas rem depan (leading) lebih banyak dari pada kampas rem belakang (trailing), karena adanya self energizing effect.
- Kausan kampas rem masing-masing tidak simetris (Bagian atas lebih banyak dari pada bagian bawah)
- Pengereman kurang pakem.
Perhitungan Rem Tromol Single Leading
Tromol putar maju
 |
Gaya rem = Gaya reaksi
f rem = N x µ F = Gaya pada sepatu rem N = gaya reaksi f = Gaya gesek µ = Nilai Gesek |
Sepatu primer :
∑ MA = 0
F.a + f.c – N .b = 0
F.a + N. µ.c – N.b =0
F.a + N . ( µ.c – b ) = 0

Sepatu sekunder :
∑MB = 0
- F.a + f.c + n.b = 0
- F.a + N . µ . c + N . b


b) Double Leading Shoe
Type
Tipe ini digunakan pada motor-motor besar (tipe lama) dan sekarang sudah jarang digunakan. Tipe ini juga menggunakan dua sepatu rem seperti pada single leading shoe type, akan tetapi pada double leading shoe type digunakan dua bubungan rem (brake cam), sehingga kedua sepatu rem menjadi leading dan menghasilkan daya pengereman yang besar karena kedua sepatu rem menghasilkan self energizing effect (gaya penguatan sendiri) yang memperkuat daya pengereman.
 |
Rem tromol tipe two leading shoe dapat menghasilkan gaya pengereman kira-kira satu setengah kali single leading shoe.Terutama digunakan sebagai rem depan, tetapi baru-baru ini digantikan oleh disk brake (rem cakram). |
- Keausan kampas rem depan dan belakang simetris.
- Pengereman agak lebih pakem
Kekurangan RemTipe Double Leading Shoe:
- Keausan kampas rem bagian atas tidak sama dengan bagian bawah.
- Komponen lebih banyak (Wheel cylinder 2 buah. dan compression spring 2 buah.)
Self Energizing Effect (gaya penguatan sendiri)
Seperti yang telah dibahas, saat pengemudi menginjak rem, tekanan ditularkan dari master silinder ke silinder roda. Tekanan ini mendorong piston silinder ke luar. Hal ini, pada gilirannya, menjalar pada sepatu rem dan membawa kampas rem bergesekan dengan tromol.
Pertama-tama, lapisan rem tidak hanya mendorong melawan tromol dan menahan seperti yang mereka lakukan ketika kendaraan diam. Gesekan antara tromol yang bergerak dan kampas rem akan mendorong sepatu rem ke arah rotasi seperti yang ditunjukkan. Fenomena ini akan mengakibatkan:
- Ketika pedal rem diinjak, maka silinder roda mendorong sepatu primer berputar searah putaran tromol seperti pada gambar.
- Hal yang sama terjadi pada sepatu sekunder. Tapi dalam kasus ini, sepatu sekunder berhenti lebih cepat karena gaya rem sepatu sekunder melawan anchor pin.
- Ketika sepatu sekunder berhenti melawan anchor pin, maka sepatu tidak dapat memutar lebih jauh meskipun kekuatan dorong dari silinder roda masih berlaku.
- Kekuatan dorong ini menciptakan kekuatan yang mendorong poros sepatu rem bergerak ke arah luar, menciptakan peningkatan tekanan yang lebih besar terhadap tromol. Hal ini disebut "self-energizing effect" atau gaya penguatan sendiri. Saat sepatu sekunder terdorong keluar, maka ujung kanvas rem akan menekan semakin kuat terhadap tromol, sehingga komponen rem tidak dapat bergerak lebih jauh.
- Dalam proses ini, sepatu primer memiliki kekuatan lebih besar daripada sepatu primer. Kedua sepatu rem memberikan gaya dari silinder roda dan kedua sepatu berputar karena rotasi tromol. Tapi sepatu primer mendapat kekuatan tambahan dari gaya reaksi yang memiliki arah sama dengan arah putaran tromol. Dengan demikian, sepatu primer bekerja lebih banyak daripada sepatu sekunder. Sehingga kanvas sepatu primer lebih cepat aus daripada kanvas sepatu sekunder